While modern automotive manual and automatic transmissions rely on complex hydraulic or mechanical linkage systems to manage torque transfer, smaller displacement engines, power take-off (PTO) units, and heavy-duty powersport applications depend on a brilliantly simple, purely mechanical device. To properly diagnose drivetrain issues in these applications, technicians and builders must first answer a fundamental question: how does a centrifugal clutch work? More importantly, when these systems fail, what are the precise metallurgical and mechanical root causes?
In this comprehensive diagnostic guide and buyer’s comparison, we break down the physics of centrifugal engagement, compare the top replacement units available on the market in 2026, and provide a deep-dive diagnostic matrix into the most common failure modes, complete with teardown specifications and torque data.
The Physics: How Does a Centrifugal Clutch Work?
At its core, a centrifugal clutch operates on the principle of rotational mass and outward radial force. Unlike a standard manual friction clutch that requires operator input via a pedal and release bearing, a centrifugal clutch is entirely autonomous, governed by engine RPM.
The assembly consists of three primary components:
- The Spider (or Hub): Splined or keyed to the engine’s crankshaft or PTO shaft, this central hub holds the friction shoes and the tension springs.
- The Friction Shoes: Pivoting masses lined with friction material (typically organic cork, Kevlar composites, or sintered bronze). As the spider rotates, centrifugal force ($F = m \cdot r \cdot \omega^2$) pushes these shoes outward.
- The Drum (or Bell Housing): The outer cylinder connected to the drive sprocket or pulley. When the shoes expand and contact the inner diameter (ID) of the drum, friction locks the two components together, transferring torque to the drivetrain.
When engine RPM drops below the spring’s threshold tension, the springs retract the shoes, breaking friction and allowing the engine to idle independently of the load. According to data from the Engineering ToolBox, the dynamic friction coefficient between standard organic clutch shoes and a machined steel drum hovers around 0.35 to 0.45, providing aggressive lockup once the engagement RPM is surpassed.
2026 Buyer’s Guide: Top Centrifugal Clutch Replacements
When root cause analysis confirms catastrophic failure, selecting the correct replacement is critical. Undersizing a clutch for a high-torque application will lead to immediate thermal degradation. Below is a comparison of the industry’s leading heavy-duty and standard centrifugal clutches.
| Manufacturer / Model | Part Number | Bore / Sprocket | Engagement RPM | Max Torque Rating | Est. Price (2026) |
|---|---|---|---|---|---|
| Comet TAV2 (Torq-A-Vertor) | 218353A | 3/4" Bore / 10T #40/41 | 2,300 RPM | 85 lb-ft | $55 - $75 |
| Hilliard Extreme-Duty | 10C-14 | 1.0" Bore / 14T #40 | 1,800 RPM | 150 lb-ft | $110 - $145 |
| Max-Torque MC10 | MC10-12 | 3/4" Bore / 12T #35 | 2,000 RPM | 95 lb-ft | $60 - $85 |
| Centrifugal PTO (Industrial) | WPT Power-Take | 1.5" Bore / V-Belt | 1,400 RPM | 350 lb-ft | $450 - $600 |
Buyer’s Note: For high-load towing or heavy agricultural PTO applications, the Hilliard Corporation Extreme-Duty series utilizes sintered iron friction pucks rather than organic cork, drastically increasing thermal mass and resistance to glazing under continuous slip conditions.
Diagnostic Matrix: Failure Modes and Root Cause Analysis
Diagnosing a failing centrifugal clutch requires moving beyond simple "slipping" symptoms. Technicians must identify the specific mechanical or thermal breakdown. Below are the three most prevalent failure modes and their root causes.
Mode 1: Thermal Glazing and Low-RPM Slippage
Symptom: The engine bogs down under load, the clutch emits a distinct burning odor, and the drum becomes too hot to touch (exceeding 350°F). The drivetrain fails to reach full lockup even at high RPMs.
Root Cause: "Lugging" the engine. When an operator applies heavy load before the clutch has fully engaged (e.g., trying to pull a heavy trailer from a dead stop at 1,500 RPM on a clutch rated for 2,300 RPM engagement), the shoes slip continuously against the drum. This friction generates immense heat. Organic friction materials contain resin binders; when temperatures exceed 400°F, these resins melt and rise to the surface, creating a hard, glass-like glaze. The friction coefficient plummets from 0.40 to less than 0.10. Once glazed, the clutch will slip even at full engagement RPM, generating a runaway thermal cycle that eventually warps the outer drum.
Mode 2: Spring Fatigue and Engagement RPM Drift
Symptom: The clutch begins to engage at unusually low RPMs (e.g., creeping forward at idle), or conversely, requires excessively high RPMs to move the vehicle, accompanied by harsh, jerky lockup.
Root Cause: Metallurgical fatigue in the extension springs. Most centrifugal clutches use ASTM A228 music wire or hard-drawn steel springs. If the clutch is subjected to prolonged heat cycles (from the glazing mentioned above), the steel loses its temper. The spring rate (lb/in) degrades, causing the shoes to expand prematurely. Conversely, if a spring physically yields or stretches beyond its elastic limit due to over-revving (exceeding the engine’s safe 6,500+ RPM limit), the retraction force weakens, leading to clutch drag at idle and premature bearing wear.
Mode 3: Needle Bearing Spalling from Misalignment
Symptom: A high-pitched whining or metallic grinding noise emanating from the clutch hub at idle, which changes pitch under chain load. The clutch may wobble visibly.
Root Cause: Side-loading and PTO shaft runout. The inner hub of a centrifugal clutch rides on the crankshaft via a needle roller bearing or an oil-impregnated bronze bushing. According to SKF bearing engineering guidelines, needle bearings are designed for high radial loads but have virtually zero tolerance for axial thrust or misalignment. If the drive chain is misaligned by more than 1/32" relative to the driven sprocket, or if the engine’s PTO shaft has a runout exceeding 0.005", the needle bearings experience edge-loading. This crushes the bearing cages, spalls the races, and eventually seizes the hub to the shaft, requiring torch-cutting for removal.
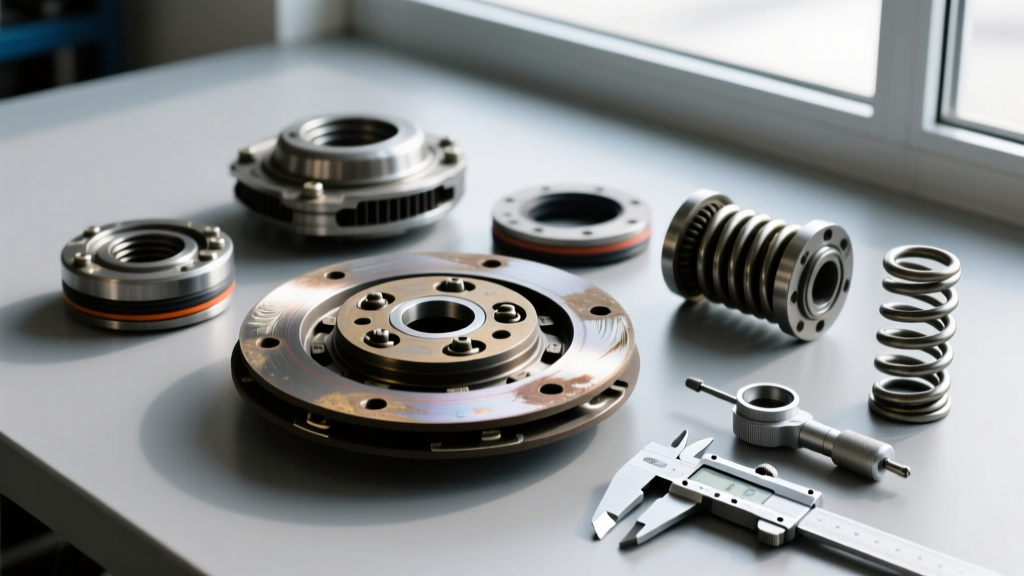
Teardown, Inspection, and Torque Specifications
When performing a root cause teardown, precision measurement is required to determine if components can be salvaged or must be scrapped. Use the following specifications during your diagnostic inspection:
- Drum Inner Diameter (ID) Wear Limit: Measure the drum ID with a dial caliper. For a standard 3.000" nominal drum, the maximum allowable wear limit is +0.020". If the ID exceeds 3.020", the drum will not provide sufficient clamping force, and the shoes will over-extend, risking mechanical explosion at high RPM.
- Friction Material Thickness: Original equipment (OE) shoes typically feature 0.125" of friction material. If wear reaches the rivet heads or the bonding adhesive layer (usually at 0.030" remaining), the shoe assembly must be replaced.
- Spring Free-Length Check: Unhook the extension spring and measure its free length. Compare it to the OE specification (e.g., 2.125" for the Comet TAV2). If the spring has stretched beyond 2.250", it has yielded and must be discarded.
Expert Installation Tip: Never rely on the setscrew alone to hold the clutch to the crankshaft. The harmonic vibrations of a single-cylinder or V-twin engine will back out standard hardware. Always apply a medium-strength threadlocker (such as Loctite 242) to the setscrew threads and the crankshaft keyway. Torque the setscrew to 18-22 ft-lbs using a calibrated torque wrench. Furthermore, maintain a precise 0.010" to 0.015" axial clearance (endplay) between the clutch hub and the engine block to prevent the clutch from binding against the crankcase when the engine reaches operating temperature.
Final Diagnostic Verdict
Understanding how a centrifugal clutch work is only the first step in drivetrain diagnostics. By matching the physical symptoms—whether thermal glazing, spring yielding, or bearing spalling—to their root mechanical causes, technicians can accurately prescribe the correct replacement unit. Whether upgrading to a Hilliard Extreme-Duty for high-torque agricultural use or replacing a standard Comet TAV2 for recreational karts, adhering to strict alignment tolerances and torque specifications will ensure maximum service life and optimal power transfer.