Introduction to 1-Inch Drivetrain Dynamics
While automotive transmission diagnostics often focus on complex hydraulic valve bodies or multi-plate wet clutches, the powersports, industrial, and heavy-duty karting sectors rely on a much more brutal, unforgiving component: the 1 bore centrifugal clutch. In industry nomenclature, "1 bore" designates a clutch engineered specifically for a 1.000-inch diameter crankshaft or jackshaft. These units are the critical mechanical bridge between high-torque single-cylinder engines (like the Honda GX390, Predator 420cc, or Kohler Command Pro) and the driven load.
Unlike the smooth, computer-modulated engagement of a modern ZF 8HP automatic transmission, a 1-inch bore centrifugal clutch operates on pure mechanical physics. Friction shoes are forced outward against a rotating drum via centrifugal force, governed by torsional springs. When subjected to high-inertia loads, improper gearing, or environmental contaminants, these clutches fail in highly specific, predictable ways. This guide dissects the root causes of failure for 1-inch shaft applications and provides a 2026 buyer's comparison for heavy-duty replacements.
Primary Failure Modes of the 1 Bore Centrifugal Clutch
Diagnosing a slipping, chattering, or locked-up centrifugal clutch requires understanding the exact mechanical limits of its internal components. Below are the most common failure modes encountered in high-torque 1-inch bore applications.
1. Thermal Glazing and Friction Breakdown
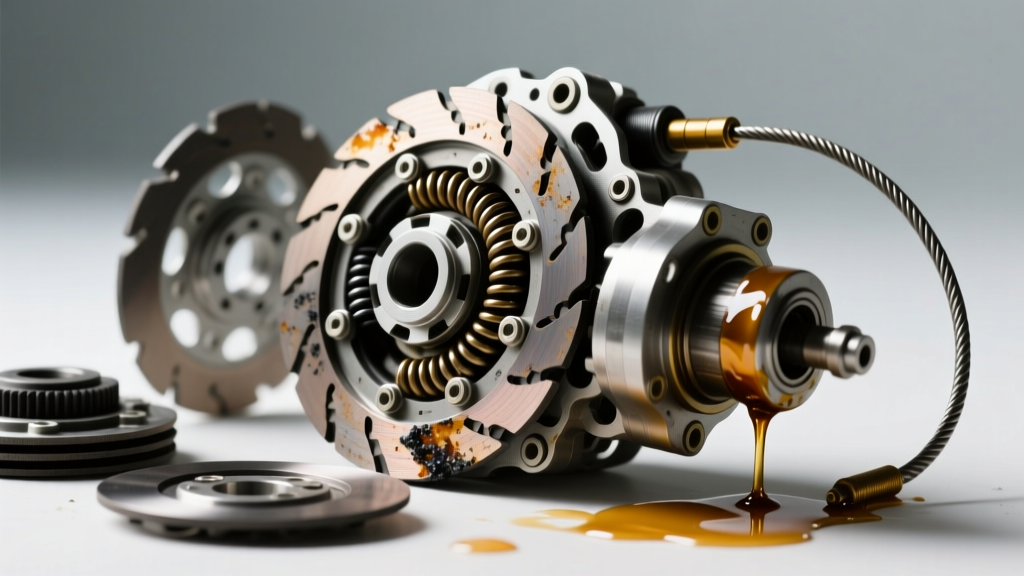
The most frequent cause of clutch slip in 1" bore applications is thermal glazing. This occurs when the clutch engages at an RPM that is too low to overcome the static inertia of the driven load, resulting in prolonged slip. The friction lining—typically an asbestos-free organic composite or sintered bronze—generates surface temperatures exceeding 450°F (232°C).
- The Physics of Glazing: Organic resins in the friction pad melt and rise to the surface, creating a hardened, glass-like finish. This drops the coefficient of friction from a nominal 0.35 down to less than 0.10.
- Root Cause: Mismatched gear ratios. For example, running a 10-tooth driver sprocket and a 60-tooth axle sprocket on a heavy off-road kart forces the clutch to slip for 4-6 seconds during acceleration, generating enough heat to warp the clutch drum and glaze the shoes.
- The Fix: Upgrade to a sintered metallic friction lining (capable of withstanding 600°F+) or install a torque converter (CVT) to manage low-speed multiplication.
2. Torsional Spring Fatigue and RPM Drop
Centrifugal clutches rely on precisely calibrated extension or torsion springs to keep the shoes retracted at idle. Over hundreds of heat cycles, these springs suffer from metallurgical fatigue and loss of tensile strength.
A clutch originally designed to engage at 2,300 RPM may slowly drop its engagement threshold to 1,600 RPM. While this sounds beneficial, it forces the engine to engage before it reaches its optimal torque curve, causing severe engine bogging, lugging, and excessive vibration. In 2026, premium manufacturers like Hilliard Corporation utilize shot-peened, music-wire springs that resist heat-induced annealing far better than stamped carbon steel alternatives.
3. Sintered Bronze Bushing Depletion and Wobble
The inner hub of a quality 1 bore centrifugal clutch rides on an oil-impregnated sintered bronze bushing. If the chain tension is set too tight (a common novice error), the extreme side-load binds the bushing against the 1-inch shaft. This prevents the hydrodynamic oil wedge from forming, leading to metal-on-metal galling.
Diagnostic Symptom: The clutch drum exhibits visible radial runout (wobble) when spun by hand, and the clutch will not freely disengage at idle, causing the vehicle to creep forward.
2026 Market Comparison: Top 1-Inch Bore Replacements
When root cause analysis dictates a full replacement, selecting the correct unit is paramount. The market is flooded with cheap, cast-iron drum clones that suffer from porosity and imbalance at high RPM. Below is a comparison of top-tier 1 bore centrifugal clutches available for heavy-duty and racing applications.
| Brand / Model | Part Number | Engagement RPM | Max Torque Rating | Drum Material | Est. Price (2026) |
|---|---|---|---|---|---|
| Hilliard Extreme-Duty 1" | 1073.1.000 | 2,300 RPM | 35 lb-ft | Ductile Iron | $95 - $115 |
| Max-Torque 1" Standard | MT-100-23 | 2,300 RPM | 28 lb-ft | Cast Steel | $65 - $80 |
| Comet Heavy-Duty 1" | 218352A | 1,800 RPM | 22 lb-ft | Stamped Steel | $55 - $70 |
| Titan Racing 1" Sintered | TR-100-SINT | 2,500 RPM | 45 lb-ft | Billet Aluminum / Steel Sleeve | $140 - $165 |
Note: Always verify your chain pitch (#35, #40, #41, or #420) before ordering, as sprockets are typically pressed onto the drum at the factory and are not easily interchangeable without a hydraulic press.
Precision Installation and Torque Specifications
Even a $150 billet racing clutch will fail prematurely if installed incorrectly on a 1-inch shaft. As drivetrain specialists, we mandate the following installation protocol to prevent keyway wallowing and shaft scoring:
- Shaft Tolerance Check: The 1.000" shaft must be machined to a strict H7/h6 slip-fit tolerance (ideally 0.998" to 0.999"). If you have to hammer the clutch onto the shaft, the bore is out of spec and will destroy the inner bushing upon thermal expansion.
- Keyway Seating: Use a standard 1/4" x 1/4" square steel key. Apply a light film of anti-seize to the key to prevent galvanic corrosion between the steel key and the aluminum/iron hub.
- Set Screw Torque: The 5/16-24 UNF set screw must be torqued to 18-22 lb-ft. Crucially, apply a medium-strength threadlocker (such as Loctite 242 Blue) to the threads. The harmonic vibration of single-cylinder engines will back out a dry set screw within 30 minutes of operation.
- Chain Deflection: Maintain exactly 1/4" to 3/8" of vertical slack on the longest span of the drive chain. Overtightening induces catastrophic side-loads on the clutch bushing.
Root Cause Diagnostic Matrix
Before replacing your clutch, use this diagnostic matrix to ensure the clutch is actually the culprit, rather than a symptom of a secondary engine or drivetrain issue. For further technical schematics, refer to resources provided by Max-Torque Engineering or specialized drivetrain suppliers like BMI Karts & Parts.
- Symptom: Clutch engages, but vehicle barely moves; engine bogs down.
Root Cause: Engine governor issue, lean fuel mixture, or seized rear axle bearings. (Not a clutch failure). - Symptom: Loud metallic rattling at idle that disappears under load.
Root Cause: Worn shoe pivot pins or broken torsion springs. The shoes are vibrating against the drum at sub-engagement RPMs. - Symptom: Clutch drum turns blue/purple and chain skips teeth.
Root Cause: Severe thermal overload due to incorrect sprocket ratio or prolonged wide-open-throttle (WOT) operation on steep inclines. Replace with a sintered-lined unit or upgrade to a CVT. - Symptom: Clutch will not disengage; vehicle creeps at idle.
Root Cause: Melted friction material has physically bonded the shoe to the drum, or the inner bushing has galled and seized to the crankshaft due to lack of lubrication.
Conclusion
The 1 bore centrifugal clutch is a masterclass in mechanical simplicity, but it demands respect regarding thermal limits and alignment tolerances. By understanding the root causes of shoe glazing, spring fatigue, and bushing failure, you can accurately diagnose drivetrain issues before they result in catastrophic engine or chassis damage. When selecting a replacement in 2026, prioritize ductile iron drums and sintered metallic linings for high-inertia applications, and always adhere to strict shaft tolerance and torque specifications during installation.