The F1 Connection: How Race Tech Meets Class 8 Hauling
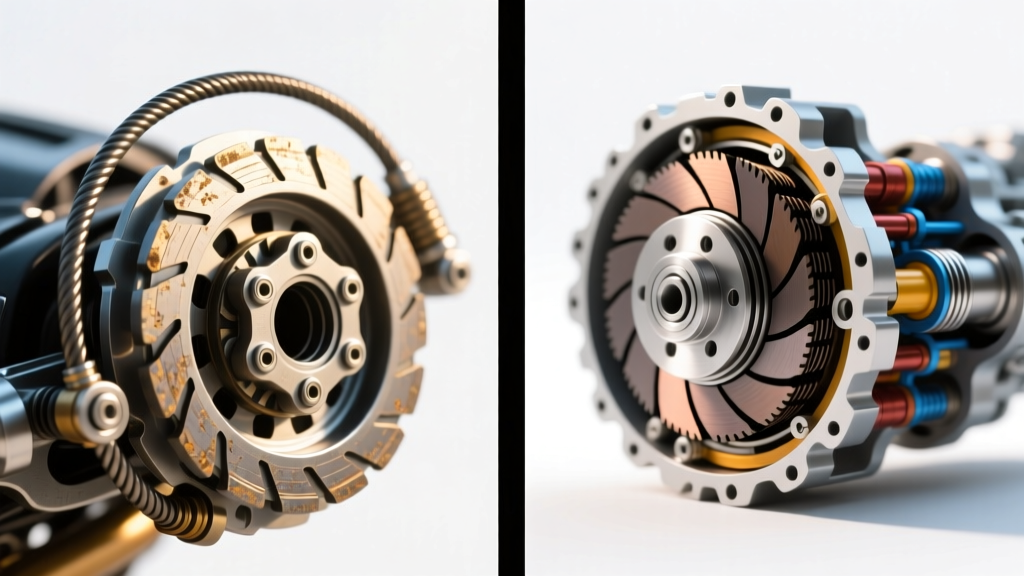
When automotive enthusiasts and motorsport fans ask, "Do F1 cars have a clutch?" the answer reveals a fascinating engineering bridge between pinnacle motorsport and heavy-duty commercial trucking. Yes, a modern Formula 1 car utilizes a multi-plate carbon-fiber clutch—typically manufactured by AP Racing or ZF Sachs—housed directly within the bell housing. However, it is only actuated via steering wheel paddles for launch control and pit stops. Once moving, F1 cars rely on seamless-shift dog-ring gearboxes that do not require clutch intervention between gears, allowing for uninterrupted torque delivery.
This exact philosophy of automated, computer-managed clutch actuation has trickled down into the heavy-duty commercial sector. By 2026, Automated Manual Transmissions (AMTs) like the Eaton Endurant XD, Volvo I-Shift, and Detroit DT12 dominate the Class 8 market. Just like an F1 car, these heavy-duty rigs use electronically or pneumatically controlled clutches to manage massive torque loads without a traditional foot pedal. But unlike a 2,000-lb race car, a fully loaded commercial rig demands clutches capable of withstanding over 2,050 lb-ft of torque while hauling 80,000 lbs up a 6% mountain grade. When these heavy-duty AMT clutches fail, the diagnostics and upgrade paths require specialized commercial drivetrain knowledge that goes far beyond standard automotive repair.
Diagnosing Clutch Problems in Heavy-Duty AMTs
Commercial fleet managers and heavy-duty owner-operators must recognize the distinct failure modes of automated heavy-duty clutches. Because the pedal is replaced by electronic actuators, rotary vane motors, and pneumatic cylinders, traditional "pedal feel" diagnostics are completely obsolete. Instead, technicians must look for telemetry data, actuator behavior, and specific driveline symptoms to diagnose clutch system faults.
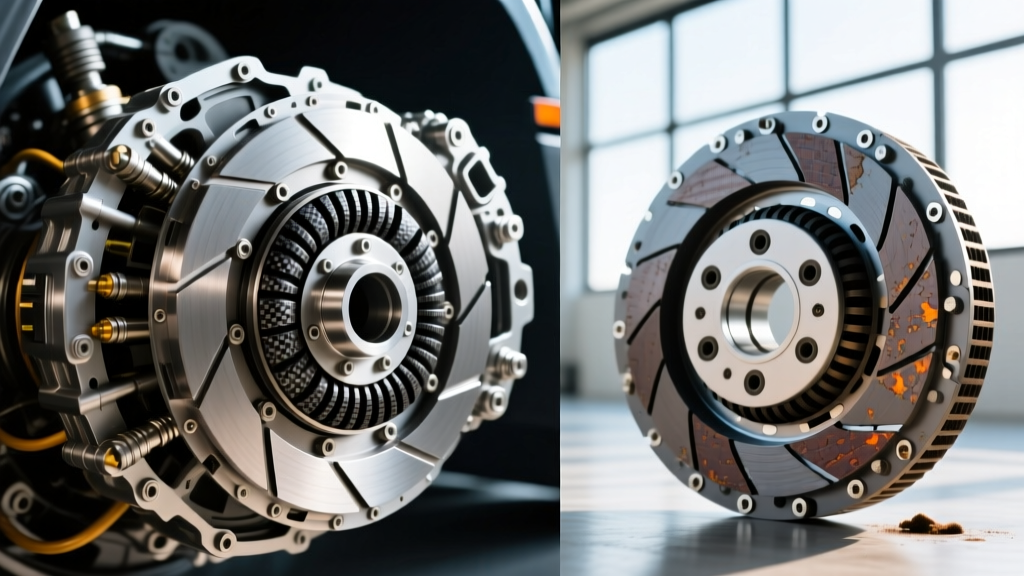
1. AMT Slipping Under High-Load Conditions
When a heavy-duty single-plate organic clutch begins to glaze or wear, the AMT software will attempt to compensate by increasing clamp load via the electronic actuator. You will notice a spike in engine RPM without a corresponding increase in vehicle speed, particularly in high gears (9th through 12th) on an incline. In systems like the Eaton Fuller Advantage Series, this triggers a specific "Clutch Slip" fault code (e.g., MID 144, SID 231). The friction material has simply exceeded its thermal capacity, often due to repeated low-speed maneuvering in shipping yards, stop-and-go traffic, or improper AMT calibration.
2. Clutch Brake Drag and Gear Engagement Faults
Heavy-duty manual and AMT transmissions utilize a "clutch brake" to stop the input shaft from spinning, allowing for smooth stationary gear engagement. If the clutch brake is worn, or the throw-out bearing travel is miscalibrated, the input shaft continues to spin when the vehicle is stopped. This results in severe grinding or a complete refusal by the TCM (Transmission Control Module) to engage first gear or reverse. The diagnostic fix often requires checking the clutch brake squeeze gap, which must be precisely set between 0.500" and 0.625" at the actuator linkage.
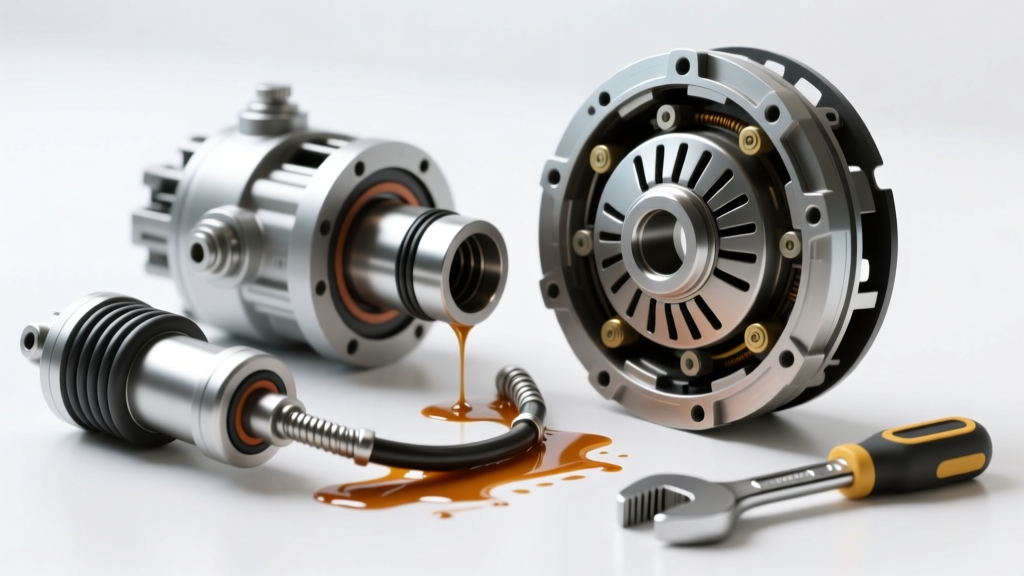
3. Pneumatic and Hydraulic Actuator Failures
Unlike F1 cars which use lightning-fast hydraulic solenoids, many Class 8 AMTs rely on shop air, onboard pneumatic systems, or hydraulic concentric slave cylinders (CSC) to actuate the clutch fork. Air leaks in the rotary vane actuator or degraded seals in the CSC will cause delayed shifts, harsh engagements, and premature throw-out bearing wear. Listening for air hissing at the bell housing inspection cover while the engine idles is a primary diagnostic step before dropping the transmission.
Telemetry and ECU Diagnostics: Reading the AMT Data
Modern heavy-duty diagnostics require plugging into the OEM diagnostic laptop (such as Eaton ServiceRanger or Detroit Diesel Diagnostic Link). Technicians must monitor the Clutch Actuator Position Sensor (CAPS) voltage. A healthy CAPS sensor will show a smooth, linear voltage change (typically 0.5V to 4.5V) as the clutch engages and disengages. If the telemetry shows erratic voltage spikes or a mismatch between the Transmission Input Shaft Speed sensor and the Engine RPM sensor during a shift, the TCM is detecting micro-slippage. Catching this data early allows fleets to schedule a clutch replacement before the flywheel is scored and ruined.
Performance Upgrades: Scaling Torque Capacity for Commercial Fleets
For owner-operators running high-horsepower custom rigs (500+ HP) or fleets operating in severe-duty logging, heavy-haul, and mining environments, the OEM organic single-plate clutch is a weak link. Upgrading to a heavy-duty twin-plate cerametallic clutch is the commercial equivalent of swapping an F1 carbon clutch for higher bite-point durability and extreme thermal resistance.
| Specification | OEM Single-Plate Organic | Performance Twin-Plate Cerametallic |
|---|---|---|
| Part Number Example | Eaton Solo 08910145 | Eaton Cerametallic 08920225 |
| Torque Capacity | 1,400 - 1,650 lb-ft | 2,050 - 2,250 lb-ft |
| Friction Material | Organic Kevlar Blend | Ceramic Puck / Sintered Iron |
| Thermal Threshold | ~450°F (Glazing Risk) | ~800°F (High Heat Tolerance) |
| Average Kit Cost (2026) | $1,100 - $1,400 | $2,400 - $3,200 |
Upgrading to a twin-plate setup like the Eaton Cerametallic Series drastically increases the surface area and clamping force. The ceramic puck design bites aggressively into the cast-iron flywheel and floater plate, eliminating slip even when pulling 110,000 lbs of specialized heavy-haul equipment. However, this upgrade requires verifying that the transmission input shaft spline (typically 1.75" x 10-spline or 2" x 10-spline) and the SAE bellhousing can accommodate the increased clamp load without flexing or cracking under torsional stress.
Installation Specs and Calibration Procedures
Installing a heavy-duty commercial clutch is not a driveway job; it requires heavy lifting equipment, transmission jacks, and precise measurement tools. When replacing an AMT clutch pack, adherence to torque specifications is non-negotiable to prevent catastrophic driveline vibration or bellhousing fracture.
- Flywheel Resurfacing: Never mate a new cerametallic clutch to a glazed flywheel. Machine the cast-iron flywheel to remove a maximum of 0.030", ensuring the step height remains within the OEM 0.005" tolerance. If the step height is incorrect, the floater plate will bind, causing severe chatter.
- Bellhousing to Engine Block Torque: For SAE #1 and #2 bellhousings, torque the Grade 8 mounting bolts to 110-135 lb-ft in a star pattern. This ensures the transmission input shaft remains perfectly concentric with the crankshaft pilot bearing, preventing premature input shaft wear.
- Clutch Brake Squeeze Adjustment: After installing the new Eaton Solo or Twin-Plate assembly, the clutch brake gap must be set. Using a feeler gauge at the actuator linkage, adjust the pushrod so that full actuator travel compresses the clutch brake exactly 0.500" to 0.625". Too little squeeze causes gear grinding; too much crushes the clutch brake and damages the transmission input shaft bearings.
- AMT Software Recalibration: Modern AMTs require a "Clutch Touch-Point" recalibration via the OEM diagnostic laptop. This teaches the TCM the exact millimeter where the new, thicker ceramic friction plates begin to engage, ensuring smooth, F1-like shifts despite the massive torque loads.
The ROI of Heavy-Duty Clutch Upgrades
While the initial investment for a twin-plate cerametallic upgrade can exceed $3,000 in parts alone (plus $1,500+ in shop labor for transmission removal and bellhousing splitting), the return on investment for severe-duty fleets is substantial. According to industry analyses featured in the Commercial Carrier Journal, reducing unscheduled downtime from clutch slip failures saves fleets an average of $850 per day in lost revenue, missed delivery windows, and heavy-duty tow fees.
Furthermore, testing protocols outlined by SAE International (J2522 Dynamometer Testing) demonstrate that sintered ceramic materials maintain a stable coefficient of friction (μ) across a much wider temperature band than organic alternatives. For the heavy-haul operator pushing the limits of Class 8 torque curves, borrowing a page from the F1 playbook—prioritizing advanced friction materials and computer-managed actuation—is the ultimate performance and reliability upgrade.